水導激光加工技術��,又稱激光微射流技術�,是一種將高能激光與高壓微水束完美結合的先進加工方法�����。其核心原理基于光的全內反射現(xiàn)象����,利用水和空氣的折射率差異�����,使激光束在水束中穩(wěn)定傳輸��,如同在光纖中傳播一般���。這項技術不僅實現(xiàn)了高精度、低熱損傷的材料加工����,還解決了傳統(tǒng)激光加工中熱影響區(qū)大、表面質量差等難題�����,在航空航天�����、半導體�����、醫(yī)療器械等高端制造領域展現(xiàn)出巨大潛力����。
一、技術起源
1���、早期探索(1986-1991)
水導激光技術的起源可追溯至20世紀80年代���。1986年,德國Aesculap-Werke AG公司首次提出將水流引入激光切割過程的創(chuàng)新構想�,嘗試在光纖出口添加一小柱水流以冷卻加工區(qū)域。盡管這一初代設備僅實現(xiàn)了簡單的水-光結合����,激光與水的耦合效果有限,未能形成穩(wěn)定的加工能力����,但為后續(xù)研究奠定了基礎。
1991年���,瑞士Lasag AG公司在前者基礎上取得關鍵突破�。他們通過優(yōu)化光學設計���,將激光聚焦于噴嘴中��,使激光與高壓微水束實現(xiàn)更有效的耦合���,首次實現(xiàn)了激光在水束中的穩(wěn)定傳輸�。這一改進標志著真正意義上的水導激光技術雛形的誕生���,激光能量利用率和加工穩(wěn)定性顯著提升��。
2�、理論奠基與產(chǎn)業(yè)化(1993-1997)
1993年���,瑞士科學家Bernold Richerzhagen在攻讀博士學位期間�����,針對牙科激光治療設備的能量傳輸問題����,提出了水射流引導激光的系統(tǒng)性理論���。他發(fā)現(xiàn)�,當激光以特定角度射入水-空氣界面時,會發(fā)生全內反射�����,使激光能量被限制在水束中傳輸���,同時高速水流可實時冷卻加工區(qū)域并清除碎屑。這一發(fā)現(xiàn)解決了激光加工中的熱損傷難題��,尤其適用于牙齒等熱敏性材料的精密加工�����。
基于這一理論���,Richerzhagen于1994年申請專利����,并于1997年創(chuàng)立Synova公司�����,推出全球首臺商用化水導激光加工設備���。該設備采用1064nm波長激光�,配合直徑50-120μm的水射流,實現(xiàn)了對金屬����、陶瓷等材料的高精度切割,標志著水導激光技術正式進入工業(yè)化應用階段��。
二�����、技術原理
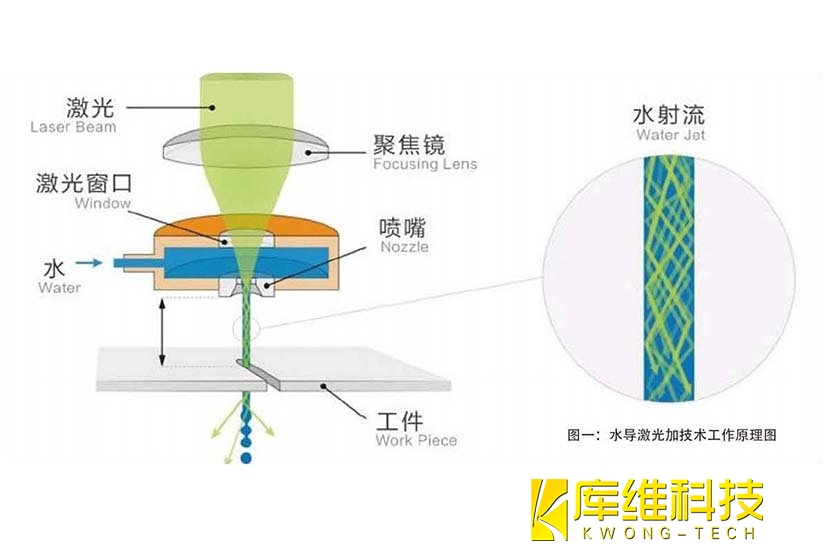
水導激光技術的核心在于激光與水射流的耦合傳輸��。具體過程如下:
-
激光產(chǎn)生:高功率脈沖激光器(常用1064nm�����、532nm或355nm波長)生成能量集中的激光束�;
-
光束聚焦:激光通過光纖耦合至透鏡系統(tǒng),聚焦于噴嘴入口處��;
-
水射流形成:高壓水泵將去離子水加壓至10-100bar��,從藍寶石噴嘴噴射出直徑20-100μm的穩(wěn)定層流水束;
-
全內反射傳輸:激光以小于臨界角的角度射入水束���,在水-空氣界面發(fā)生全內反射���,沿水束軸向傳輸至加工表面;
-
材料去除:激光能量被材料吸收后產(chǎn)生熔化/氣化����,高速水流同步?jīng)_刷碎屑�����,形成高精度切縫��。
這一過程中�����,水束同時扮演"光纖"�、"冷卻劑"和"清潔工具"三重角色,實現(xiàn)了無熱損傷���、無毛刺的精密加工����。
三、關鍵突破與技術優(yōu)勢
1����、核心技術創(chuàng)新
低損傷加工:水流實時冷卻使熱影響區(qū)(HAZ)小于1μm,解決傳統(tǒng)激光加工的材料變形問題�����;
高精度控制:切割精度達±1.5μm���,切口寬度25-100μm�,滿足微電子行業(yè)需求����;
材料適應性廣:從金屬合金到脆性材料(如碳化硅、金剛石)均能高效加工����。
2、產(chǎn)業(yè)里程碑
Synova公司在2000年后持續(xù)推動技術迭代�,推出LMJ-1000系列設備,將水導激光應用拓展至航空發(fā)動機渦輪葉片冷卻孔加工�����、半導體晶圓切割等高端領域。2021年后���,庫維科技逐步完成了水導激光加工技術和裝備的國產(chǎn)化���,并在專業(yè)領域達到了國際水平,先后形成了10余項與水導激光核心技術有關的自主知識產(chǎn)權專利����,其中包括獨特的如高功率激光耦合方法,空氣噴射保護系統(tǒng)和易于維護的激光耦合單元設計等專利技術����。
如今�,這項技術已成為航空航天、半導體等戰(zhàn)略產(chǎn)業(yè)的關鍵加工手段�����,其發(fā)展歷程印證了"跨界融合"對科技創(chuàng)新的推動作用——當激光遇上水射流�,不僅誕生了一項新技術,更開啟了精密制造的新紀元����。